Welcome to our factory Tour
Introduction.
As said elsewhere on this site, please don't expect to see a large factory. We are only small, but we are happy to have quality so well under control by this. All machines are self constructed, or vintage tools. You won't see high tech in any other audio tube factory too. These are all preserved from the past.
Part I. Building the parts for the tube.
This is what we need to prepare for assembling a tube:
1x glass inside socket, 1x glass bulb with EML logo on it, 8x filaments, 8x filament springs,1x grid, 2x Anodes, 4x Anode coolers,2x Grid coolers, 4x bars to connect the Anodes to, 1x socket, with part number on it, 4x socket pins, 2x mica Anodes, 4x spacers for the tube top, 2x holders for the getter, 2x getter rings, 1x Set of connection wires + connectors on the bottom mica. (12 pieces), 1x Metal tag with individual number (inside)
We won't bore you with the complete list, but it is about 140...160 pieces, depending on the tube type.
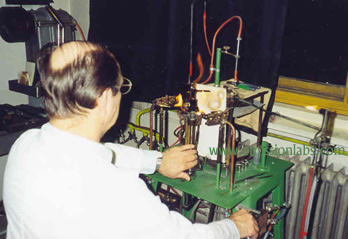
Here you see Tony operating a small machine, which he made himself, to blow the tube inner glass base. The gas flame you see in the middle of the picture.

This is the result from the above picture. Many steps have to be done before this is ready.
1) Here the tube inner system will connected by electric welding
2) Copper wires that are soldered into the base
3) Thin glass pipe, used to vacuum the tube later.

This is a chemical treatment of the tube base glass. This will later reduce the grid current of the tube. It is done under infra red light to prevent any moisture.

This is a self made grid winder. It is dedicated to the EML grid construction.

These are renovated, historical fly presses. irreplaceable by something else, because they can be used gently, or with great force. Used to form the anodes. The pressure comes from the swing energy in the weights (yellow colored) The operator swings the weights fast, and the Anode stamps are slowly moving down from that. The machine gets suddenly stopped by the Anodes. It says 'bang', swings back, and then the Anodes are stamped.

Preparing of small parts, in the cleaning room. This is one step of many, here with a small ultra sonic cleaner. The cleaning fluid is expensive, and gets continuously recycled by distilling it. So there is no stress to use the fluid as long as possible. After each use, we can just put in in the recycling process.

Final assembly of series of 1605 tube, inner system. The parts on the table are not critical. The part, the operator is working on, has the filaments mounted inside. These may be on the air for maximum four hours. At days of high humidity, preferable shorter.

All finished systems, these have to be closed by the glass envelope now. The sooner the better, every quarter of an hour counts. So to keep the filaments clean. Meanwhile the glass bulbs are made. See the next pictures.

We make the glass bulb ourself. The glass pipe is rotating, and at the end clamped into the shape press, which is a carbon shape. You can not see this, because it is covered by the flame.
Tube glass has nothing to do with the glass you see glass blowers use, to make a wine glass, or something like that. Tube glass needs a lot of tempering while heating and cooling it. Without that, cracks can develop later, sometimes after years. It takes a good glass blower to make reliable bulbs, this is craftsmanship.

That bulb came out very nice. It can be cut off the pipe. Some carbon residue needs to be polished off when it's cold.

Ok! Finished. This took two hours. As you can perhaps see, the logos are already burned in the glass now.

This is not an oven, but a vacuum storage. Unfinished tubes are safely stored in here. Vacuum evacuation will be done tomorrow.

The (green) machine on the right is an oven. Renata is baking ceramic bases.

Here you see the inspecting of the bases before assembling the pins. Most of the time they need some fine rework so the pins fit the holes nice and exactly.
Part 2. Getting the air out of the tube.

First the tube is pumped at vacuum, while the complete inner system is heated up red-glowing, by microwave heating. We use a 3kilioWatt microwave tube for this. The energy is leaded out of the generator, via a spiral shaped antenna, which radiates the energy into the tubes. (look at the antenna in one of the next pictures) This is Jarda's work and specialty.

Getting the air out of the tube is the first step, of many. In this picture, a small series of tubes is connected to the larger glass pipe. Simply with a gas flame. After the air is removed, the anodes of the tube are glowed red-hot by a microwave transmitter coil. This out glowing can take hours, or days, depending on the tube. During some point of this process, the heater gets a voltage applied, and a lot of CO2 gas comes out of the Barium Carbonate of the cathode paste. What remains is Barium Oxide, and carrier materials. After more pumping, when the vacuum is good again, they can be used first time, but still on the pump. This now will remove Oxygen from the Barium oxide, and pure Barium gets build (which can only exist under vacuum). The now working tubes (here four in this picture) are now used, and used, under excessive heat, to get gas residue out. In real life this should be avoided of course, because we don't want the materials to outgas then. However now, it is done on purpose. When the operator sees, excellent vacuum begins to develop, and stays good, even though the tubes are stressed, the pumps are switched off. If vacuum stays unchanged now, despite over heating, the tube is ready.

This is the critical move, when the tubes are finished. Now comes closure of the vacuum pipe with a gas flame, while still on the vacuum pump. After this, the tube can be cut off the pipe. This needs a steady hand, and no hurry. Make a small error here, and air gets in. In that case not this one tube is lost, but all others on the main pipe too, and it's really an expensive mistake when it happens. You would not want to be that glass blower if it goes wrong. Well, but this is very rare.

This is an induction heater, to out glow the getters. Interesting is the water cooling of the coil. It is not shown here, but the induction coil generates circular current in the getter ring. So to say, the ring is one transformer winding, and it is of course a shorted winding, and it begins to glow. The getter material (=metal) evaporates. However the metal gas can not exist in vacuum very long, so metal will be formed on the nearest by glass. On it's way from the getter to the glass, any gas residue is absorbed by the metal molecules cloud, and is transported along with the molecules to the glass, where it stays for ever, trapped This short moment is the best of the getter, where it does it's most. The later maintenance of the vacuum works also, but is less effective. So it's better to make a clean tube in the first place, and not make a not-so clean tube, and let the getter do the cleaning. That works also, but lifetime is less good with such tubes.

Here you see the getting ring glowing, due to induction current. Not so obvious just from a picture, is the other piece parts are all constructed or positioned such that they catch little induction current. We want the getter ring to glow only. At this picture moment, the flash is not coming yet, but it is close. Just a bit more heat, and the getter will suddenly appear on the glass.
Part 3. Burn in.
Another 24...48 hours is needed for that. So the total man hours and machine hours inside a tube is really higher as one may expect.

This is a burn-in bench for 10 vacuum tubes. As a Anode resistor, light bulbs are used. The bulb act as a fuse, and as current limiter. During burn in, we can monitor six essential parameters of each tube. Also the operator will see quickly by the light bulbs, what the tubes are doing.

After burn in, this particular set up will measure the grid current at full power. Apart from the burn-in table, we test only one tube at a time. We save all data of each tube we make.

This is hot air curing of the tube base glue.
Not shown here, is our own parametric testing, which is rather at stressed conditions. Simply with an analog test bench. After the tube passes, we match the tubes with an Amplitrex AT1000, at normal conditions. Not because this is such a fine tester, but because many people have one, and we guarantee our tube data to be correct on this tester.

In this corner of his office, the boss does the listening test of the tubes. It is a good feeling to hear them come alive. A bit loud sometimes.

At the end comes the last inspection, and the tubes are boxed.

This is a special machine. If you can tell what it is for, we send you a present.
After 7 years, and very many guesses, the mystery was solved in 2024 by Fredrik V. from Sweden :) This is obscure object was created by Stelarc and Sellars, from Australia.
I made this picture myself, when the item was in Germany, in Heilbronn at a technical exhibition. By exceptional coincidence, I visited the museum of Contemporary Art in Sydney at another moment, where the item was on display as well.